
Durchdachte Bauart.


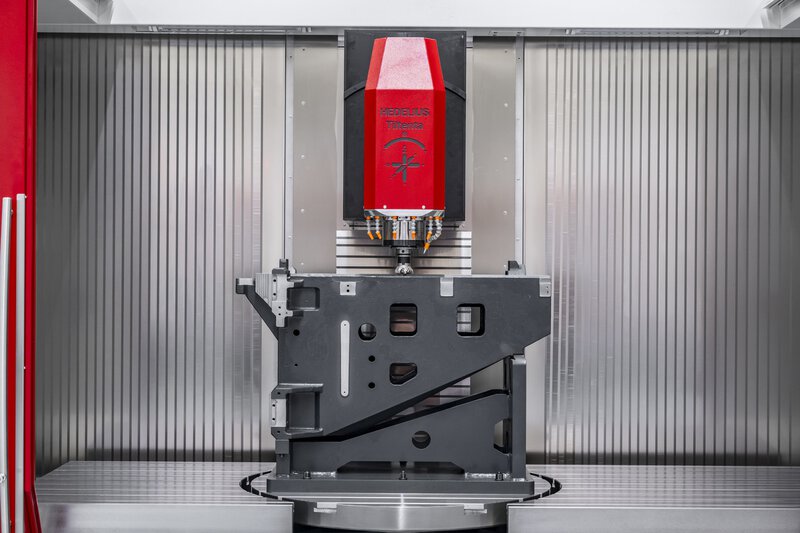
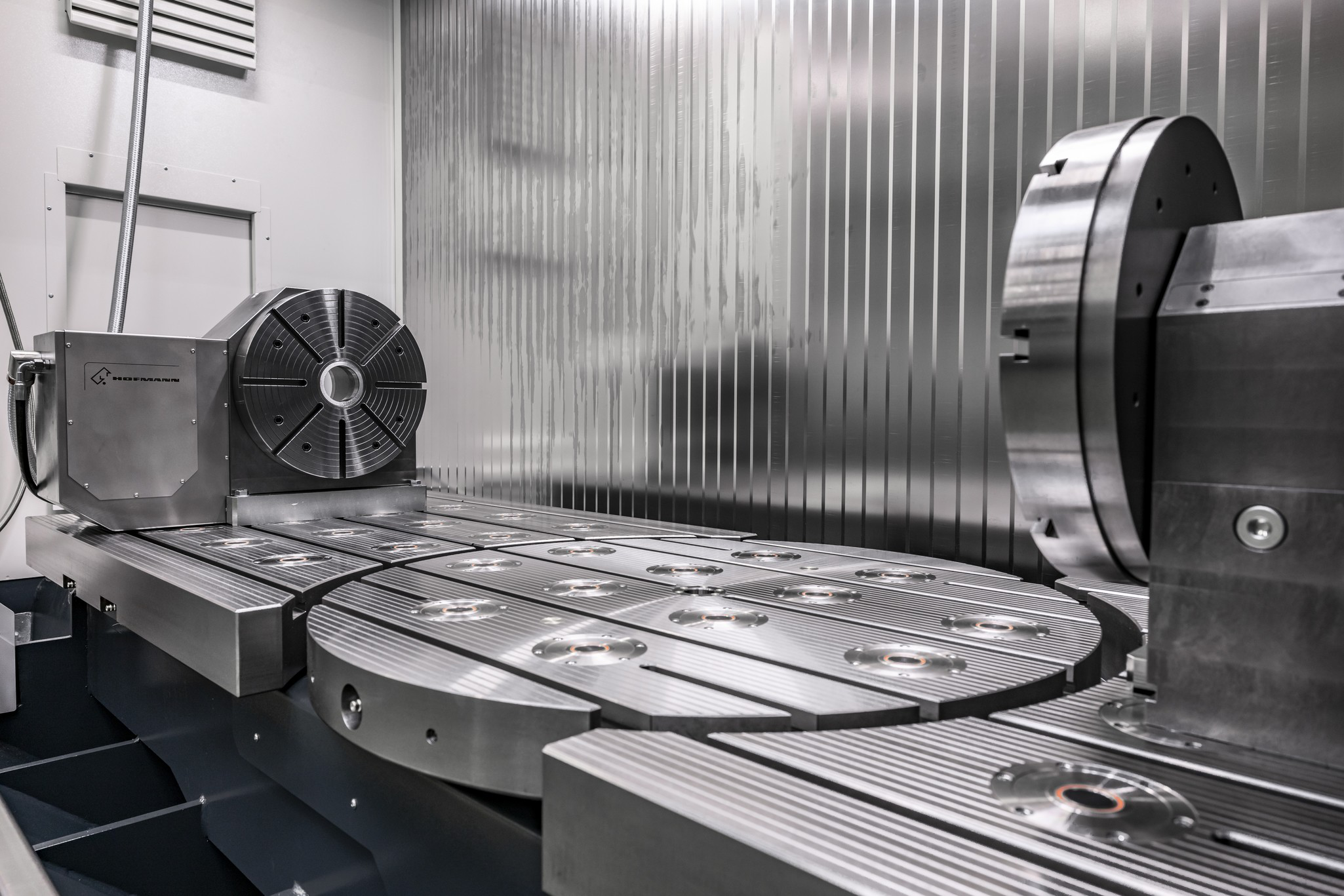
Mit beachtlichen 1.100 mm Y-Verfahrweg stößt die TILTENTA-11 Baureihe von HEDELIUS in neue Dimensionen vor. Die TILTENTA 11-2600 ermöglicht neue Anwendungsgebiete bei der Bearbeitung von Einzelteilen und Serien im Maschinen-, Werkzeug- und Fahrzeugbau. Ob zur Bearbeitung von langen Werkstücken oder zur 5-Seiten-Komplettbearbeitung mit integriertem NC-Rundtisch – das TILTENTA-Crossover-Konzept löst viele Aufgaben. Die Kombination einer stufenlos schwenkbaren Hauptspindel und eines langen Maschinentisches mit integriertem NC-Rundtisch erlaubt die gemischte Fertigung von Großwerkstücken und die präzise 5-Achs-Bearbeitung in einer Maschine.

Hier entsteht der Maschinenvergleich: Fügen Sie weitere Maschinen hinzu um Leistungsparameter zu vergleichen.

|
||||||
|
TILTENTA 11-2600
|
Maschine hinzufügen
|
Maschine hinzufügen
|
||||
| Verfahrwege (X/Y/Z) | ||||||
| Verfahrwege (X/Y/Z) | 2600 x 1100 x 900 mm | - | - | |||
| Pendelbetrieb | ||||||
| Pendelbetrieb | - | - | - | |||
| Schwenkbereich | ||||||
| Schwenkbereich | -5° – +98°/-98° – +98° | - | - | |||
| Leistung | ||||||
| Leistung | 22 / 37 / 50 / 35 kW | - | - | |||
| Drehzahlbereich | ||||||
| Drehzahlbereich | 14000 / 15000 / 18000 min-1 | - | - | |||
| Werkzeugaufnahme | ||||||
| Werkzeugaufnahme | SK 40, BT 40, HSK A63 | - | - | |||
| Kapazität | ||||||
| Kapazität | 65 / 135 / 180 / 245 / 329 | - | - | |||
| Aufspannfläche | ||||||
| Aufspannfläche | 3080 x 1100 mm | - | - | |||
| Belastung Festtisch max. | ||||||
| Belastung Festtisch max. | 4000 kg | - | - | |||
| Planscheibe Rundtisch | ||||||
| Planscheibe Rundtisch | Ø 1140 mm | - | - | |||
| Störkreisdurchmesser | ||||||
| Störkreisdurchmesser | Ø 1450 mm | - | - | |||
| Belastung Rundtisch max. | ||||||
| Belastung Rundtisch max. | 1800 / 2200 kg | - | - | |||












Bei der Erzielung einer bestimmten Werkstückgenauigkeit spielen viele Faktoren zusammen. Da sind zum einen die Maschinen selbst. So haben Bauart, Komponenten und Software Einfluss auf das Bearbeitungsergebnis. Es sind aber auch viele begleitende Faktoren zu berücksichtigen, vom Standort der Maschine über Messmittel, Spannmittel und Werkzeuge bis hin zur Qualifikation der Mitarbeiter.







Äußerst kompakte 5-Achs-Hochleistungs-Bearbeitungszentren mit beidseitig gelagertem Dreh-Schwenktisch für eine hochpräzise Zerspanleistung.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Störkreis | max. 300 kg
SK40 / BT40 / HSK A63

Die ACURA 50 bietet mehr Präzision auf weniger Stellfläche. Die konstant geführte Y-Achse in Verbindung mit den massiv verrippten Vorschubschlitten aus Grauguss vermindern Vibrationen. Der Dreh-Schwenktisch ist beidseitig gelagert und die Z-Achse ist speziell gegen Wärmeverzug geschützt. Diese und viele weitere Details erhöhen die Qualität der Bearbeitung, gleichzeitig fallen die Abmessungen des 5-Achs-Bearbeitungszentrums durch die besondere Bauweise äußerst gering aus.
Die Beladung der Maschine erfolgt durch eine ca. 600 x 840 mm große Öffnung in der rechten Maschinenseite. Diese pneumatisch betätigte Edelstahltür des 5-Achs-Bearbeitungszentrums ermöglicht eine automatische Beladung mit Paletten, ohne dabei den Zugang zum Maschinenarbeitsraum einzuschränken.

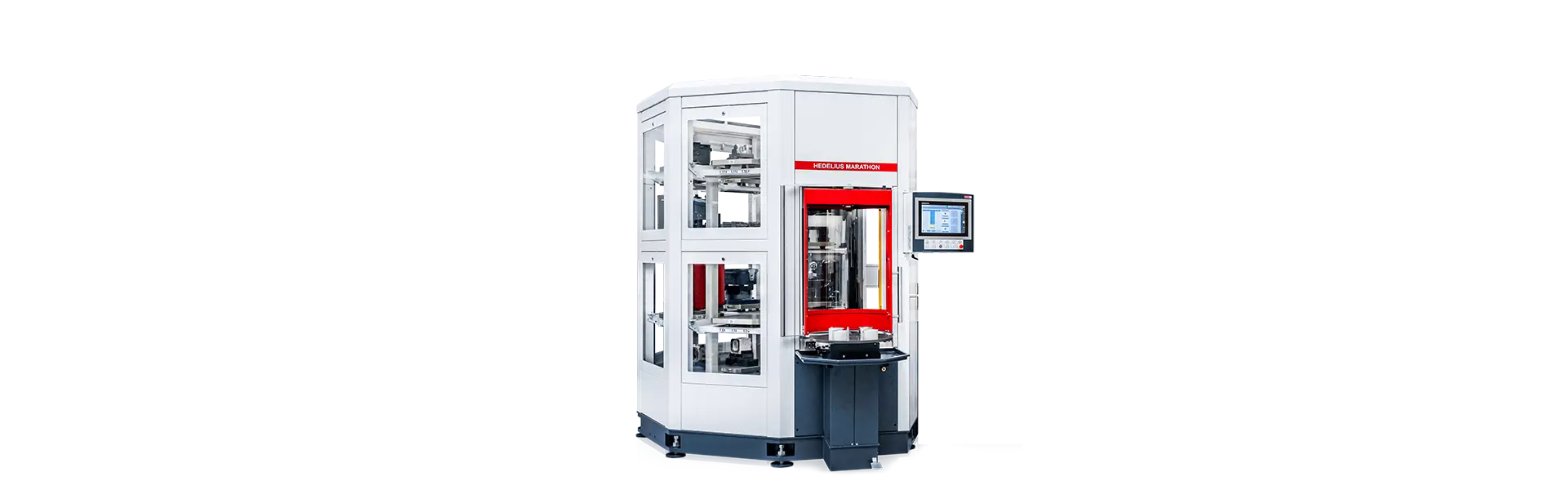
Die ACURA 50 MARATHON ist mit einem fest eingebauten Nullpunktspannsystem und einer pneumatisch betätigten Beladeöffnung auf der rechten Maschinenseite bereits ab Werk für eine Palettenautomation vorbereitet. Je nach Varianz des Werkstückspektrums stehen unterschiedliche Werkzeugmagazine mit bis zu 319 Werkzeugplätzen und Hauptspindeln bis 18.000 min-1 zur Auswahl.

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Störkreis | max. 500 kg
SK40 / BT40 / HSK A63

Das Hochleistungs-Bearbeitungszentrum ACURA 65 überzeugt überall da, wo Werkstücke von mehreren Seiten mit hoher Präzision und auf engstem Raum gefertigt werden müssen. Dank der geringen Bautiefe und einer niedrigen Bauhöhe ist die 5-Achs-Fräsmaschine in so gut wie jede Werkshalle integrierbar. Durch das umfangreiche Zubehör kann die Maschine an viele Bearbeitungsaufgaben angepasst werden.
Die ACURA 65 EL ermöglicht ein herstellerunabhängiges Automatisieren der Fertigung durch ein Palettenhandlingsystem oder einen Roboter von der linken Maschinenseite. Damit kann mannlos automatisiert produziert werden. Die Tür des 5-Achs-Bearbeitungszentrums bleibt für die manuelle Fertigung von Einzelteilen weiter voll zugänglich.

Die ACURA 65 MARATHON verfügt ab Werk über ein eingebautes Nullpunktspannsystem für die Palettenautomation, eine seitliche Beladeöffnung und eine elektrische Schnittstelle für die Kommunikation mit den HEDELIUS-Palettenspeicheranlagen der MARATHON-Baureihe. Die ACURA 65 MARATHON bleibt auch mit einer Automation von vorne weiter zugänglich, die Sicht vom Rüstplatz auf den Arbeitsraum ist frei. Im Standard verfügt das Bearbeitungszentrum über ein 65-fach Werkzeugmagazin. Optional stehen durch ein MAGNUM-Magazin weitere 25 und durch die Anbindung eines Standby-Magazins weitere Werkzeuge 264 zur Verfügung.

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Störkreis | max. 1000 kg
SK40 / BT40 / HSK A63

Die ACURA 85 bietet mehr Präzision auf weniger Stellfläche. Die konstant geführte Y-Achse in Verbindung mit den massiv verrippten Vorschubschlitten aus Grauguss vermindern Vibrationen. Der Dreh-Schwenktisch ist beidseitig gelagert und die Z-Achse ist speziell gegen Wärmeverzug geschützt. Diese und viele weitere Details erhöhen die Qualität der Bearbeitung, gleichzeitig fallen die Abmessungen des 5-Achs-Bearbeitungszentrums durch die besondere Bauweise äußerst gering aus.
Der Vorteil des ACURA EL Konzeptes besteht darin, dass durch die seitliche Beladung der Zugang zum Arbeitsraum für Einricht- und Kontrollarbeiten, aber auch z. B. für eine Einzelteilfertigung in der Tagschicht, voll erhalten bleibt. Selbst eine Kranbeladung der Maschine ist uneingeschränkt möglich. Ein weiterer Vorteil des 5-Achs-Bearbeitungszentrums (abhängig von der gewählten Automation) ist die Einsehbarkeit des Arbeitsraumes und damit eine optimierte Prozesskontrolle während des Rüstens an der Automation.

Die ACURA 85 MARATHON verfügt ab Werk über ein eingebautes Nullpunktspannsystem für die Palettenautomation, eine seitliche Beladeöffnung und eine elektrische Schnittstelle für die Kommunikation mit den HEDELIUS-Palettenspeicheranlagen der MARATHON-Baureihe. Die ACURA 85 MARATHON bleibt auch mit einer Automation weiterhin von vorne zugänglich, die Sicht vom Rüstplatz auf den Arbeitsraum ist frei. Im Standard verfügt das Bearbeitungszentrum über ein 80-fach Werkzeugmagazin. Optional stehen durch die Anbindung eines Standby-Magazins weitere 264 Werkzeuge zur Verfügung.

Vielseitige Bearbeitungszentren mit stufenlos schwenkbarer Hauptspindel und integriertem NC-Rundtisch.

X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Störkreis | max. 800 kg
SK40 / BT40 / HSK A63

Kompakt und automatisierbar – diese beiden Begriffe charakterisieren die TILTENTA 7-2000 NEO. Mit 2.000 mm X-Verfahrweg, der stufenlos schwenkbaren Hauptspindel und dem integrierten 5-Achs-Rundtisch für Werkstücke bis 800 kg und 1.050 mm Durchmesser bietet HEDELIUS ein kompromissloses Universalbearbeitungszentrum. Ob Aluminium, Grauguss oder Werkzeugstahl – mit diesem CNC-Bearbeitungszentrum lösen Sie vielfältige Bearbeitungsaufgaben im Maschinen-, Werkzeug- und Fahrzeugbau. Ein weiteres Highlight sind die vielen Automationslösungen.
Die TILTENTA 7 NEO erschließt neue Anwendungsgebiete bei der Bearbeitung von Einzelteilen und Serien. Ob Endenbearbeitung von langen Werkstücken oder 5-Seiten-Komplettbearbeitung mit integriertem NC-Rundtisch – das TILTENTA 7 Crossover-Konzept löst viele Bearbeitungsaufgaben im Maschinen-, Werkzeug- und Fahrzeugbau. Die Kombination einer stufenlos schwenkbaren Hauptspindel und eines langen Maschinentisches mit integriertem NC-Rundtisch erlaubt die gemischte Fertigung von Großwerkstücken und die präzise 5-Achs-Bearbeitung in einer Maschine.

Die TILTENTA 7-2600 NEO EL erschließt neue Anwendungsgebiete bei der vollautomatisierten Bearbeitung von Einzelteilen und Serien. Offene Schnittstellen und seitlich versetztem NC-Rundtisch lassen ein Automationssystem die TILTENTA 7 von der linken Maschinenseite beladen. Die Kombination der stufenlos schwenkbaren Hauptspindel und des langen Maschinentisches mit integriertem NC-Rundtisch erlaubt die gemischte Fertigung von Großwerkstücken und die präzise 5-Achs-Bearbeitung in einer Maschine.

Die Ausrüstung mit einem oder zwei integrierten Schwerlast-NC Rundtischen (Option) und einer Arbeitsraumtrennwand ermöglicht eine wirtschaftliche Serienproduktion großer und schwerer Werkstücke. Der Wechsel von einem zum anderen Arbeitsraum im Pendelbetrieb benötigt nur ca. 10 Sekunden. Durch einfaches Herausnehmen der Trennwand steht der gesamte Arbeitsraum für eine vertikale Bearbeitung von Werkstücken bis 3600 mm Länge zur Verfügung.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Störkreis | max. 1800 kg
SK40 / BT40 / HSK A63

Das Fahrständer-Bearbeitungszentrum TILTENTA 9-2600 ist vollständig gekapselt und ermöglicht zudem eine uneingeschränkte Kranbeladung. Serienmäßig wird die Maschine mit einer Heidenhain TNC Steuerung, mit Touch-Display, Volltastatur und Eilgangpotentiometer ausgestattet. Optional steht eine Sinumerik ONE / 840 D sl zur Verfügung.
Das Fahrständer-Bearbeitungszentrum TILTENTA 9-3600 ermöglicht Drehzahlen bis 18.000 min-1 und Spindelleistungen bis 50 kW bei einem Drehmoment von bis zu 217 Nm. Vier Achsen im Werkzeug garantieren werkstückunabhängige Dynamik – eine ideale Voraussetzung für hohe Eilgänge und Vorschübe bis 40 m/min.

Mit Verfahrwegen von 4600 x 900 x 900 mm (x/y/z) bietet die TILTENTA 9-4600 viel Raum für unterschiedlichste Bearbeitungsaufgaben. Sei es für die Vertikalbearbeitung von Werkstücken bis 4600 mm Länge oder für die wirtschaftliche 3- und 5-Achs-Bearbeitung von Serienteilen im Pendelbetrieb.

Mit Verfahrwegen von 6200 x 900 x 900 mm (x/y/z) bietet die TILTENTA 9-6200 viel Raum für unterschiedlichste Bearbeitungsaufgaben. Sei es für die Vertikalbearbeitung von Werkstücken bis 6200 mm Länge oder für die wirtschaftliche 3- und 5-Achs-Bearbeitung von Serienteilen im Pendelbetrieb.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Störkreis | max. 2200 kg
SK50 / BT50 / HSK A100

Überall, wo schwere Zerspanung im Maschinen- und Werkzeugbau auf enge Platzverhältnisse trifft, passt die TILTENTA 10 mit Verfahrwegen von 2600 x 1000 x 1165 (X/Y/Z) ideal. Der integrierte Schwerlastrundtisch erlaubt die Bearbeitung von Werkstücken bis 2.200 kg. Die serienmäßige Ausstattung mit dem Doppelkontakt-Spindelsystem SK50 BIG PLUS (optional: HSK A100) ist ein weiteres Highlight des stabilen Allrounders.

HEDELIUS hat seit jeher den Anspruch, stabile Bearbeitungszentren für ein breites Einsatzspektrum zu bauen. Mit der TILTENTA 10 runden wir die erfolgreiche, hundertfach gebaute TILTENTA Baureihe ab. Mit Verfahrwegen von 3600 x 1000 x 1000 (X/Y/Z) und einem integrierten Schwerlastrundtisch bis 1.600kg / 2.200 kg (optional) Tischbeladung wird auch diese Maschine Maßstäbe im Maschinen- und Werkzeugbau setzen. Serienmäßig ist die TILTENTA 10 mit dem Doppelkontakt-Spindelsystem SK50 BIG PLUS ausgestattet (optional: HSK A100).
Ein Fahrständerbearbeitungszentrum bietet in der Einzelteil- und Kleinserienfertigung klare Vorteile durch die Möglichkeit kubische Werkstücke 5-achsig zu fertigen, aber auch Langeteile vertikal oder von den Stirnseiten zu bearbeiten. Der Verfahrweg in der X-Achse ist daher ein wesentliches Kriterium bei der Auswahl der richtigen Maschine. Die TILTENTA 10-4600 überzeugt mit Verfahrwegen von 4600 x 1000 x 1000 (X/Y/Z) und dem integrierten Schwerlastrundtisch bis 1.600kg / 2.200 kg (optional) Tischbeladung im Maschinen- und Werkzeugbau. Serienmäßig ist die TILTENTA 10 mit dem Doppelkontakt-Spindelsystem SK50 BIG PLUS ausgestattet (optional: HSK A100).

Bei langen und schwereren Werkstücken spielt ein HEDELIUS 5-Achs- Fahrständerbearbeitungszentrum der TILTENTA 10 Baureihe alle Trümpfe aus. Volle 5-Achs-Bearbeitung bis 2.200 kg, Vertikalbearbeitung bis 6.200 mm, Stirnseitenbearbeitung bis ca. 5.000 mm, Pendelbearbeitung, SK50-Power – und das bei konstanter Maschinendynamik, unabhängig vom Werkstückgewicht. Durch das mitfahrende Werkzeugmagazin profitieren Sie als Anwender von kurzen Span-zu-Spanzeiten über den gesamten Verfahrweg. Durch das zahlreiche Zubehör wie Pick-Up Magazine für überlange Werkzeuge oder vertikale Rundtische für eine Wellenbearbeitung lässt sich diese Maschine flexibel einsetzen und ermöglicht ihnen eine optimale Auslastung und einen schnellen Return on Invest.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Störkreis | max. 1800 kg
SK40 / BT40 / HSK A63

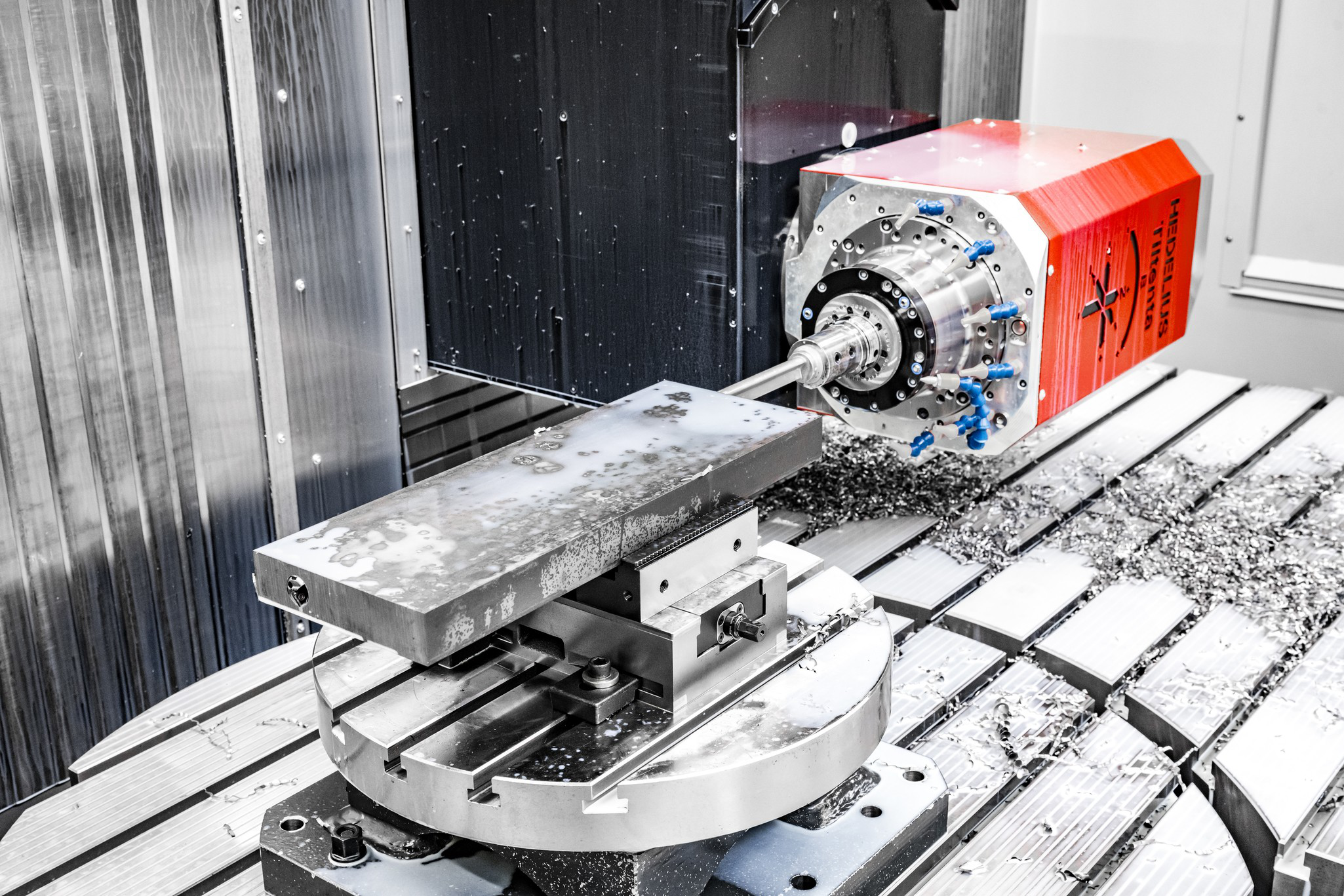
Mit beachtlichen 1.100 mm Y-Verfahrweg stößt die TILTENTA-11 Baureihe von HEDELIUS in neue Dimensionen vor. Die TILTENTA 11-2600 ermöglicht neue Anwendungsgebiete bei der Bearbeitung von Einzelteilen und Serien im Maschinen-, Werkzeug- und Fahrzeugbau. Ob zur Bearbeitung von langen Werkstücken oder zur 5-Seiten-Komplettbearbeitung mit integriertem NC-Rundtisch – das TILTENTA-Crossover-Konzept löst viele Aufgaben. Die Kombination einer stufenlos schwenkbaren Hauptspindel und eines langen Maschinentisches mit integriertem NC-Rundtisch erlaubt die gemischte Fertigung von Großwerkstücken und die präzise 5-Achs-Bearbeitung in einer Maschine.

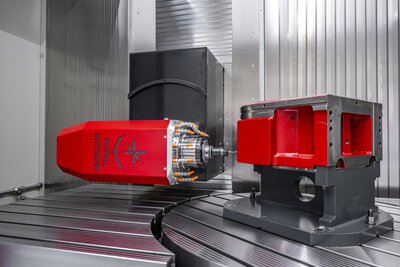
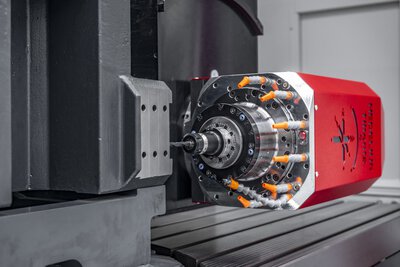
Mit 4 Achsen im Werkzeug überzeugt die TILTENTA 11 mit exzellenter Dynamik, unabhängig vom Werkstückgewicht, und schafft dadurch ideale Voraussetzungen für hohe Eilgänge bis 40 Meter pro Minute. Ausgerüstet mit leistungsstarken, flüssigkeitsgekühlten CELOX-Motorspindeln überzeugt dieses 5-Achs-Bearbeitungszentrum durch hohe Zerspanungsleistung und Präzision. Maßstäbe setzen die groß dimensionierten X-, Y- und Z-Achsen sowie das steife Maschinenbett.

Dank des mitfahrenden Werkzeugmagazins der TILTENTA 11 dauert der Werkzeugwechsel trotz 4600 mm Verfahrweg nur wenige Sekunden. Das serienmäßige 65-fach Werkzeugmagazin reduziert bereits im Standard Ihre Rüstzeiten. Mit einer Arbeitsraumtrennwand kann die Maschine zudem im sogenannten Pendelbetrieb hauptzeitparallel beladen werden. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und die gute Zugänglichkeit zum Arbeitsraum runden das Gesamtkonzept dieses 5-Achs-Bearbeitungszentrums ab.
Dank des mitfahrenden Werkzeugmagazins der TILTENTA 11 dauert der Werkzeugwechsel trotz 6200 mm Verfahrweg nur wenige Sekunden. Das serienmäßige 65-fach Werkzeugmagazin reduziert bereits im Standard Ihre Rüstzeiten. Mit einer Arbeitsraumtrennwand kann die Maschine zudem im sogenannten Pendelbetrieb hauptzeitparallel beladen werden. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und die gute Zugänglichkeit zum Arbeitsraum runden das Gesamtkonzept dieses 5-Achs-Bearbeitungszentrums ab.

Entdecken Sie die FORTE Baureihe – eine neue Klasse vertikaler 3-Achs-Bearbeitungszentren, die mit modernster Fahrständerbauweise höchste Präzision und Leistungsfähigkeit auf kleinstem Raum bieten.

X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

Mit den optionalen Nullpunktspannsystemen lassen sich die Rüstzeiten der
FORTE 50 Single 1120 deutlich senken. So bieten sie gerade für die Einzelteil- bis
hin zur Mittelserienfertigung eine sinnvolle Ergänzung.

Die FORTE 50 EL verfügt auf der rechten Seite serienmäßig über eine pneumatisch
betätigte Beladeöffnung. Dies ermöglicht eine automatische Beladung mit
Paletten oder Werkstücken, ohne dabei den Zugang zum Maschinenarbeitsraum
einzuschränken.
X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

Wenn hohe Zerspanleistung und Präzision auf kleinstem Raum benötigt werden, ist das 3-Achs-Bearbeitungszentrum FORTE 65 Single 1320 die richtige Wahl. Die moderne Fahrständerbauweise glänzt mit einer hohen Dynamik, unabhängig vom Werkstückgewicht. Mit Verfahrwegen von 1320 x 650 x 600 mm bietet das Fahrständerbearbeitungszentrum überraschend viel Raum bei geringen Aufstellmaßen. Für die langfristige Präzision sorgen direkte Wegmesssysteme an allen Achsen und Antriebstechnik der neuesten Generation.
Wenn hohe Zerspanleistung und Präzision zur Umsetzung Ihres Automationsprojektes gefragt sind, ist das 3-Achs-Bearbeitungszentrum FORTE 65 EL die richtige Wahl. Die moderne Fahrständerbauweise glänzt mit einer hohen Dynamik, unabhängig vom Werkstückgewicht. Serienmäßig verfügt die Maschine auf der linken Seite über eine pneumatisch betätigte Beladeöffnung. Dies ermöglicht eine automatische Beladung mit Paletten oder Werkstücken, ohne dabei den Zugang zum Maschinenarbeitsraum einzuschränken. Durch die große Auswahl an Schnittstellen für unterschiedliche Automationshersteller wie EROWA, INDUMATIK oder BMO stehen Ihnen unzählige Automationsmöglichkeiten offen.

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

Damit der Arbeitsraum ideal genutzt werden kann, ist mit dem großen Maschinenfenster und dem feststehenden Maschinentisch alles auf den Bediener ausgerichtet. Der direkte Zugang zum Werkstück wird durch die ergonomische Arbeitshöhe des Maschinentisches noch unterstützt. Senkrechte Edelstahlabdeckungen sorgen für einen optimierten Spänefall – selbst bei der Volumenzerspanung von Aluminium. So fällt bei der Arbeit mit der präzisen 3-Achsen-Fräsmaschine wenig Zeit für Reinigungsarbeiten an.
X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

Dort wo herkömmliche CNC-Bearbeitungszenten mit verfahrbarem Tisch bei Verfahrwegen, Dynamik, Tischbelastung und Späneabfuhr an ihre technischen Grenzen stoßen, bietet die FORTE 7 Baureihe eine Lösung. Die Fahrständerbauweise überzeugt mit hoher Tischbelastung, gleichbleibender Dynamik (unabhängig vom Werkstückgewicht) und optimiertem Spänefall. Die geschlossen Vollkabine und eine integrierte Absaugung sorgen für ein sauberes Arbeitsumfeld. Das verschiebbare Bedienfeld und die großen Sichtscheiben erleichtern dem Bediener das Einichten und die Prozesskontrolle.
Neue Einsatzgebiete erschließt das 3-Achs-Bearbeitungszentrum FORTE 7-2600 NEO bei der Bearbeitung von Einzelteilen und Serien. Durch Einsetzen einer Arbeitsraumtrennwand lässt sich der lange Basisarbeitsraum zum hauptzeitparallelen Be- und Entladen zweiteilen. So wird eine produktive Pendelbearbeitung möglich.

Das Fahrständerkonzept des 3-Achs-Bearbeitungszentrums mit unten liegender Gussbrücke bietet ideale Voraussetzungen für hohe Eilgänge und Vorschübe bis 40 m/min. Flüssigkeitsgekühlte Motorspindeln mit Drehzahlen bis 18.000 min-1 und Leistungen bis 35 kW sichern die hohe Zerspanleistung bei kompromissloser Präzision.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

Das 3-Achs-Bearbeitungszentrum FORTE 9 erweitert die erfolgreiche FORTE Baureihe von HEDELIUS nach oben. Konstruiert für die Zerspanung mit modernen Hochleistungswerkzeugen, besitzt die FORTE 9-2600 ein 60-fach Werkzeugmagazin und große Verfahrwege von 2600 x 900 x 1005 mm. Das ausgereifte Fahrständerkonzept überzeugt in der Großteilebearbeitung mit beeindruckender Leistung, Präzision und Dynamik.
Sekundenschnelle Werkzeugwechsel in jeder Position garantiert das mitfahrende 60-fach Werkzeugmagazin. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und die gute Zugänglichkeit zum Arbeitsraum runden das Gesamtkonzept dieses 3-Achs-Bearbeitungszentrums ab.

Besonders bei großen und schweren Werkstücken spielt das Fahrständerkonzept des 3-Achs-Bearbeitungszentrums seine Überlegenheit aus, da die Dynamik der Maschine unabhängig vom Werkstückgewicht ist. Der verwindungssteife Fahrständer aus Grauguss überzeugt mit hoher Stabilität und Schwingungsdämpfung.

Die FORTE 9-6200 setzt neue Maßstäbe in der Bearbeitung großer Werkstücke. Mit einem Verfahrweg von 6.200 mm, einer herausragenden Dynamik und einem stabilen Fahrständer aus Grauguss garantiert sie höchste Präzision und Schwingungsdämpfung – auch bei schweren Aufgaben. Ideal für anspruchsvolle Fertigungsprozesse.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

Wenn hohe Leistung auf kleinem Raum gefordert wird, ist das 3-Achs-Vertikalbearbeitungszentrum FORTE 10-2600 die erste Wahl. Dank der hochwertigen Serienausstattung mit direkten Messsystemen, Edelstahllamellen, leichtlaufenden Arbeitsraumtüren und der leistungsstarken Frässpindel mit Werkzeugannahme SK50, BT50 oder HSK A100 produzieren Sie präzise und wirtschaftlich.

Die FORTE 10-3600 überzeugt als 3-Achs-Vertikalbearbeitungszentrum durch extragroße Verfahrwege, eine besonders leistungsstarke Frässpindel mit Werkzeugannahme SK50, BT50 oder HSK A100, einem 40-fach Werkzeugmagazin im Standard und dem umfangreichen Zubehör. Dieses Bearbeitungszentrum wird zum produktiven Mittelpunkt Ihrer Fertigung.
Durch das umfangreiche Zubehör wie Rundtische, Vakuumpumpen, Pick-up-Magazine für überlange Werkzeuge oder eine Spannhydraulik zum automatischen Betätigen von Vorrichtungen können wir die FORTE 10 Baureihe individuell auf Ihre Bedürfnisse abstimmen. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und die gute Zugänglichkeit zum Arbeitsraum runden das Gesamtkonzept dieser High-Performance-Vertikal-Bearbeitungszentren ab.

Mit 6200 mm X Verfahrweg rundet dieses Bearbeitungszentrum die erfolgreiche FORTE 10 Baureihe ab. Großzügig dimensionierte Rollenumlaufführungen, geschliffene Kugelrollspindeln und direkte Heidenhain Messysteme in allen Achsen garantieren eine überragende Steifigkeit in Kombination mit gleichzeitig höchster Genauigkeit und Dynamik. Fahrständer und Maschinentisch sind aus schwerem Grauguss gefertigt. Für eine SK50/HSK 100 Maschine ein wesentliches Kriterium, um auch in schwer zerspanbaren Materialien eine hohe Oberflächenqualität und einen geringen Werkzeugverschleiß zu gewährleisten. Durch das umfangreiche Zubehör wie Rundtische, Vakuumpumpen, Pick-up-Magazine für überlange Werkzeuge oder eine Spannhydraulik zum automatischen Betätigen von Vorrichtungen können wir die FORTE 10 Baureihe individuell auf Ihre Bedürfnisse abstimmen.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

Mit der FORTE 11 setzt die HEDELIUS Maschinenfabrik einen weiteren Maßstab in der 3-Achs-Bearbeitung. Mit einem Y-Verfahrweg von 1100 mm erweitert das Bearbeitungszentrum die beliebte FORTE-Baureihe. Mit 65 Werkzeugen im Standard und Verfahrwegen von 2600 x 1100 x 1005 mm (x/y/z) ist diese Maschine für die Zerspanung von massiven Teilen oder die Bearbeitung mehrerer kleiner Teile besonders geeignet.

Das 3-Achs-Bearbeitungszentrum FORTE 11-3600 überzeugt durch seine vielfältigen Einsatzmöglichkeiten in unterschiedlichen Branchen. Ob Maschinen- oder Werkzeugbau, ob Fahrzeugbau oder Aerospace – überall, wo lange Werkstücke mit hoher Präzision wirtschaftlich bearbeitet werden, setzt die FORTE-Baureihe von HEDELIUS Maßstäbe. Mit den leistungsstarken Frässpindeln, einem 65-fach Werkzeugmagazin im Standard und dem umfangreichen Zubehör wird dieses Bearbeitungszentrum zum produktiven Mittelpunkt Ihrer Fertigung.

Trotz eines Verfahrweges von 4600 mm erfolgt der Werkzeugwechsel der FORTE 11-4600 innerhalb weniger Sekunden. Das große, mitfahrende 65-fach Werkzeugmagazin reduziert außerdem bereits im Standard Ihre Rüstzeiten. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und die gute Zugänglichkeit zum Arbeitsraum runden das Gesamtkonzept dieses 3-Achs-Bearbeitungszentrums ab.
Maximale Präzision bei großem Verfahrweg: Die FORTE 11-6200 überzeugt mit einem beeindruckenden Verfahrweg von 6200 mm und einem schnellen Werkzeugwechsel in wenigen Sekunden. Das mitfahrende 65-fach Werkzeugmagazin reduziert die Rüstzeiten erheblich. Perfekt gestaltete Arbeitsräume mit senkrechten Lamellenabdeckungen und hervorragender Zugänglichkeit bieten ideale Arbeitsbedingungen.

für CNC-Bearbeitungszentren

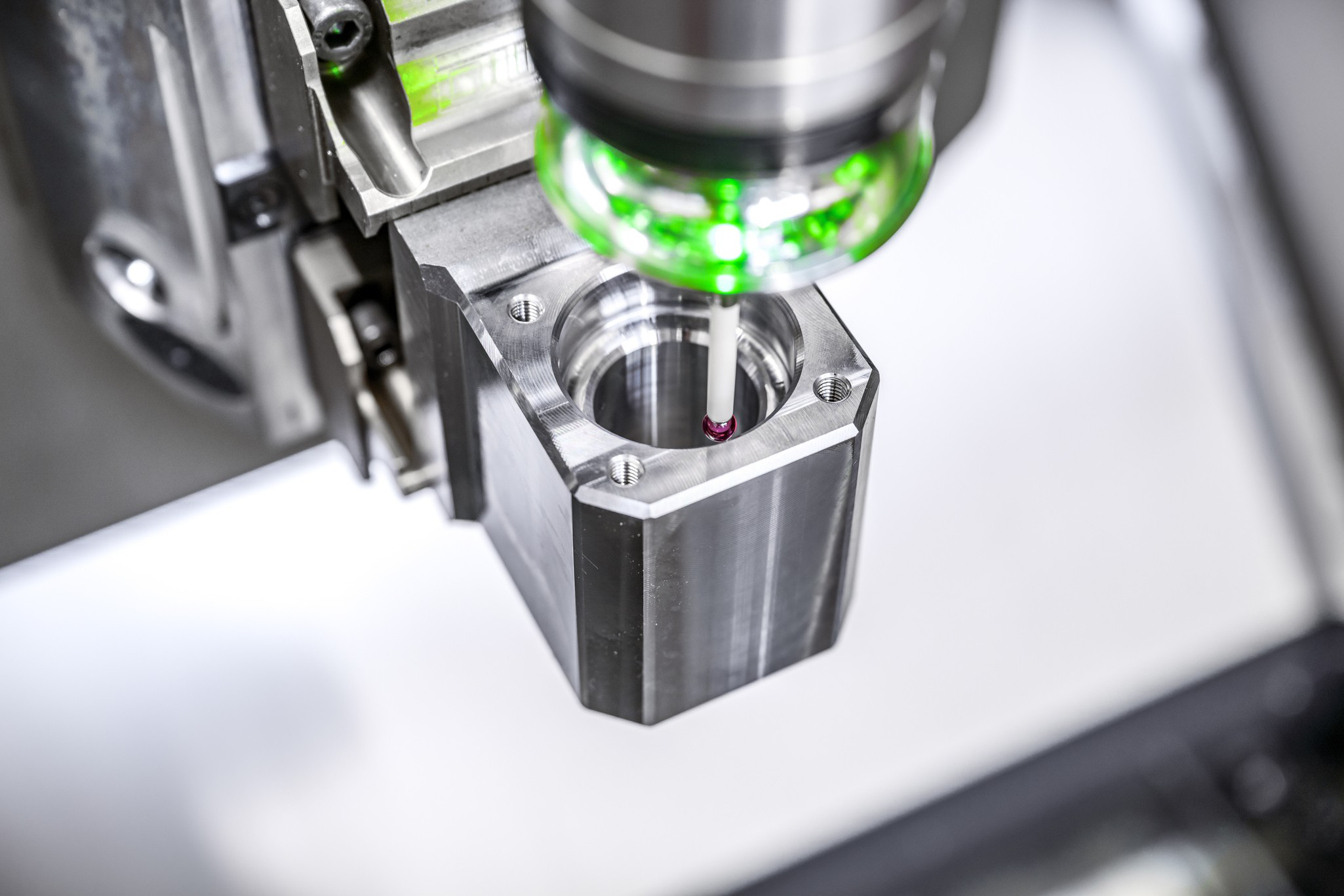
Erhöhen Sie die Genauigkeit Ihrer Fertigung mithilfe hochentwickelter Tastsysteme und Laser.
Durch den Einsatz einer Trennwand in Ihr Bearbeitungszentrum können aus einem Arbeitsraum zwei geschlossene, unabhängige Arbeitsräume für die Zerspanung im Pendelbetrieb hergestellt werden.

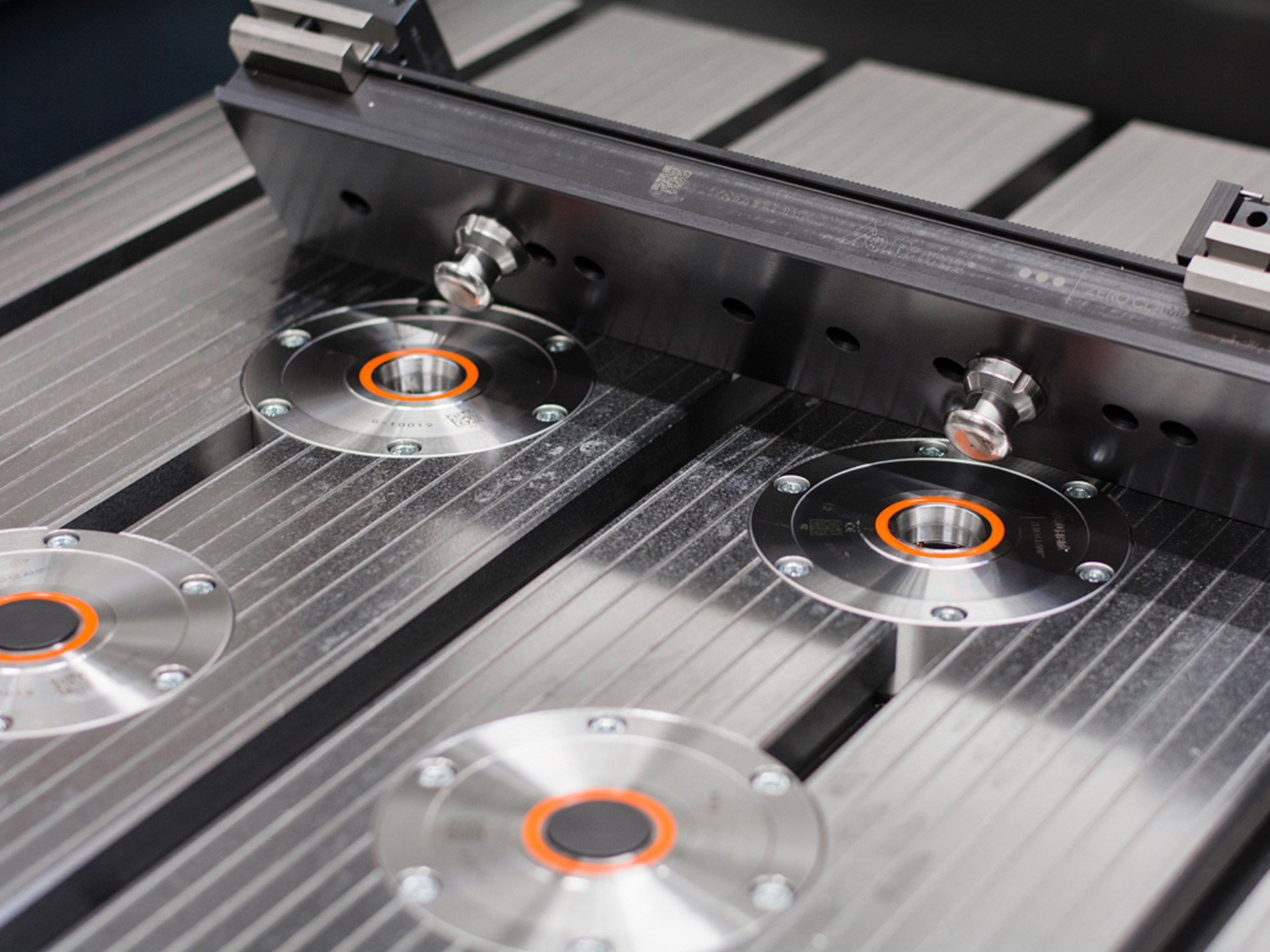
Der Maschinentisch wird mit einer standardisierten Schnittstelle versehen, die das Zentrieren und Ausrichten von Vorrichtungen auf wenige Sekunden reduziert.
Zur Erweiterung des Einsatzgebiets Ihrer TILTENTA über die 5-Seiten-Bearbeitung bis hin zu 5-Achsen-Simultanbearbeitung.

Aufsatz-Rundtische zur Achsenerweiterung und Vergrößerung des Leistungsspektrums Ihres CNC-Bearbeitungszentrums.
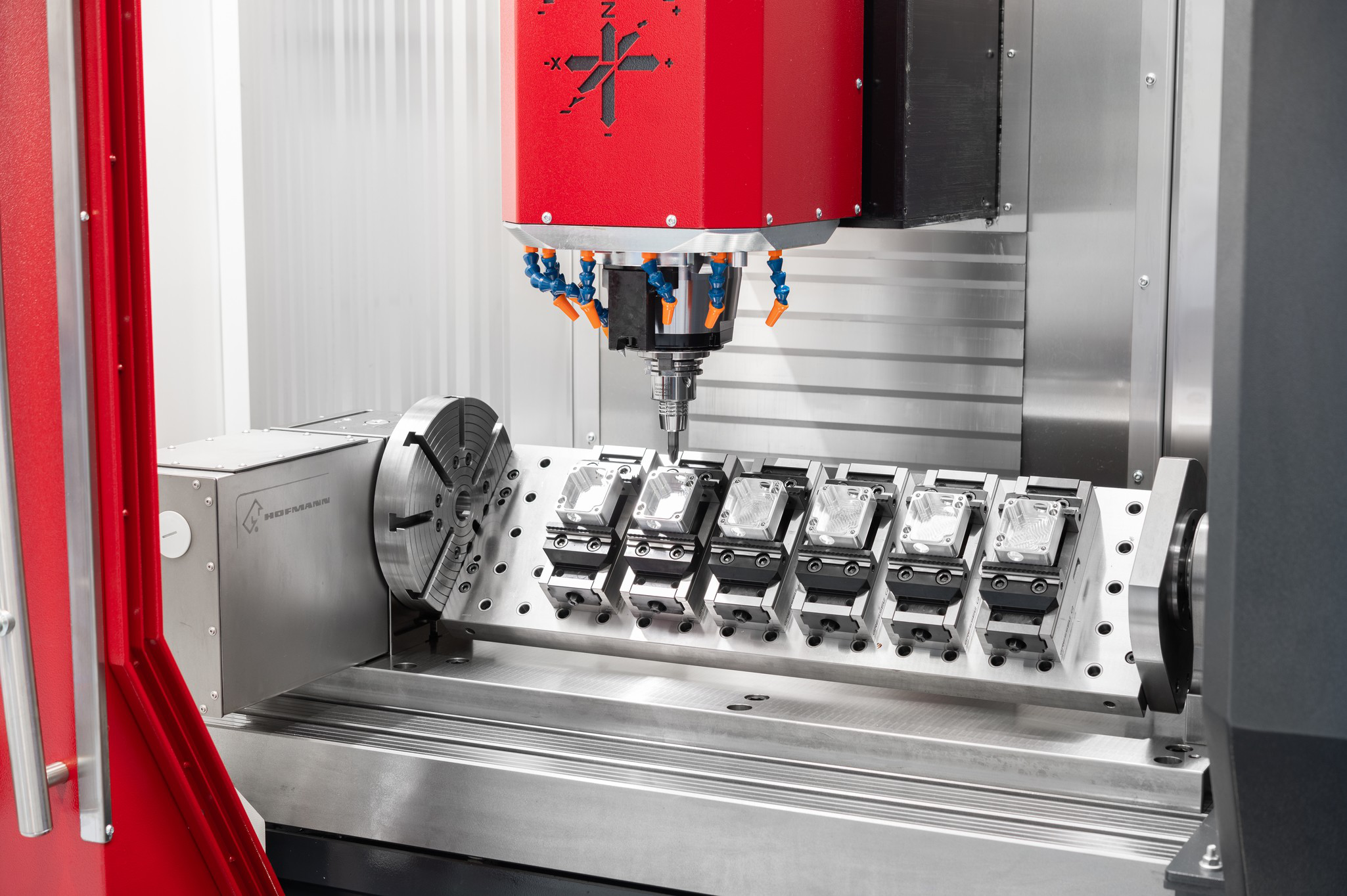
Ermöglichen eine Mehrseitenbearbeitung mit Mehrfachspannung und rationalisieren so die Serienproduktion.
Modernste Steuerungstechnik von SIEMENS oder HEIDENHAIN garantiert höchsten Bedienkomfort und eine uneingeschränkte Funktionalität.

Die Implementierung von Hochdruck-Kühlmittelanlagen ist ein entscheidender Schritt zur signifikanten Steigerung der Leistungsfähigkeit Ihres CNC-Bearbeitungszentrums.

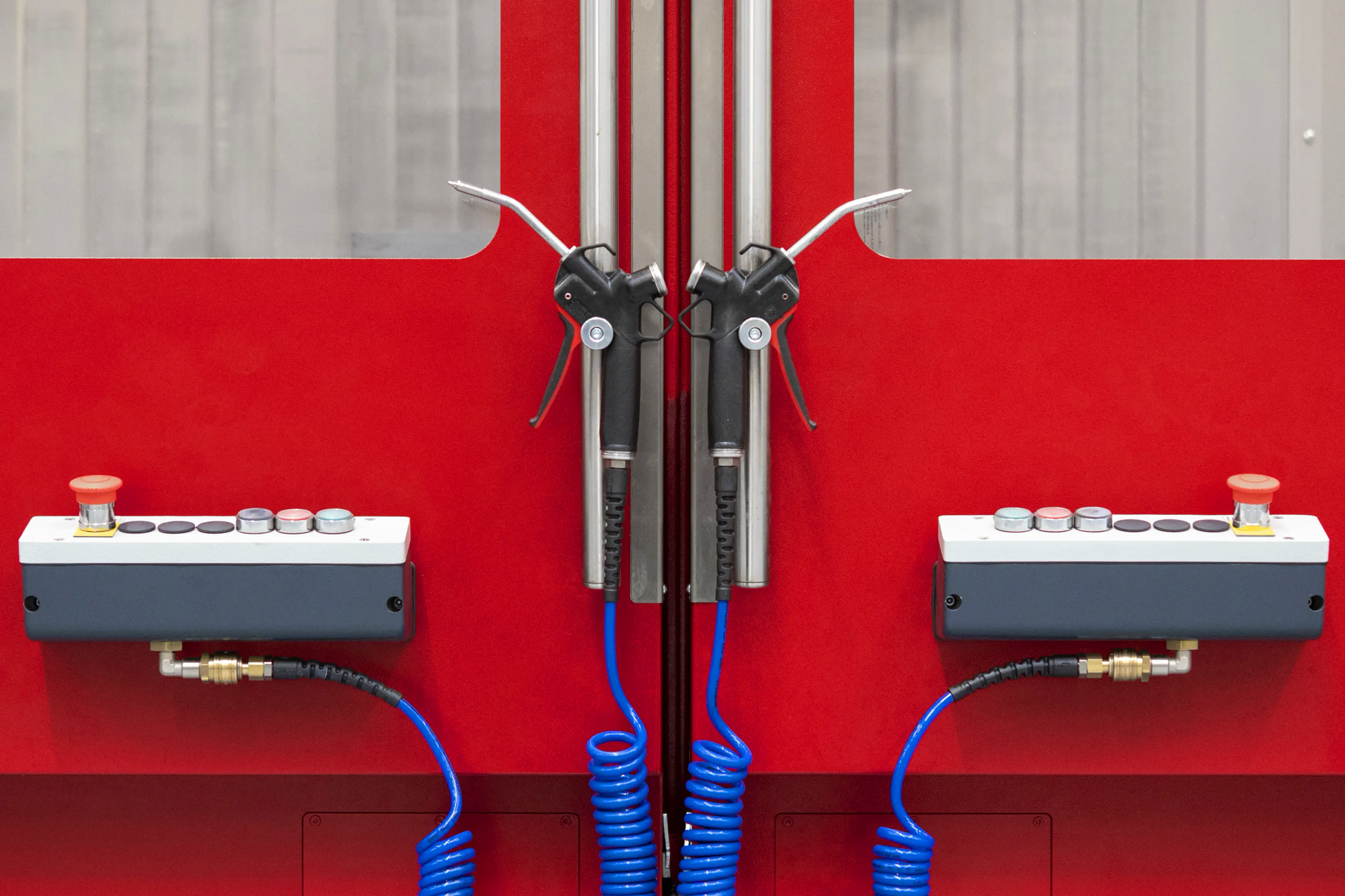
Steigern Sie die Effizienz Ihrer Fertigung mit unserer fortschrittlichen Reinigungstechnik für HEDELIUS Bearbeitungszentren.
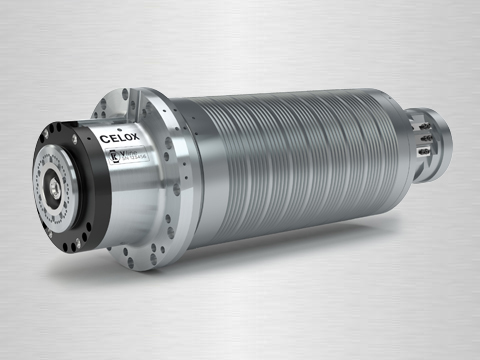
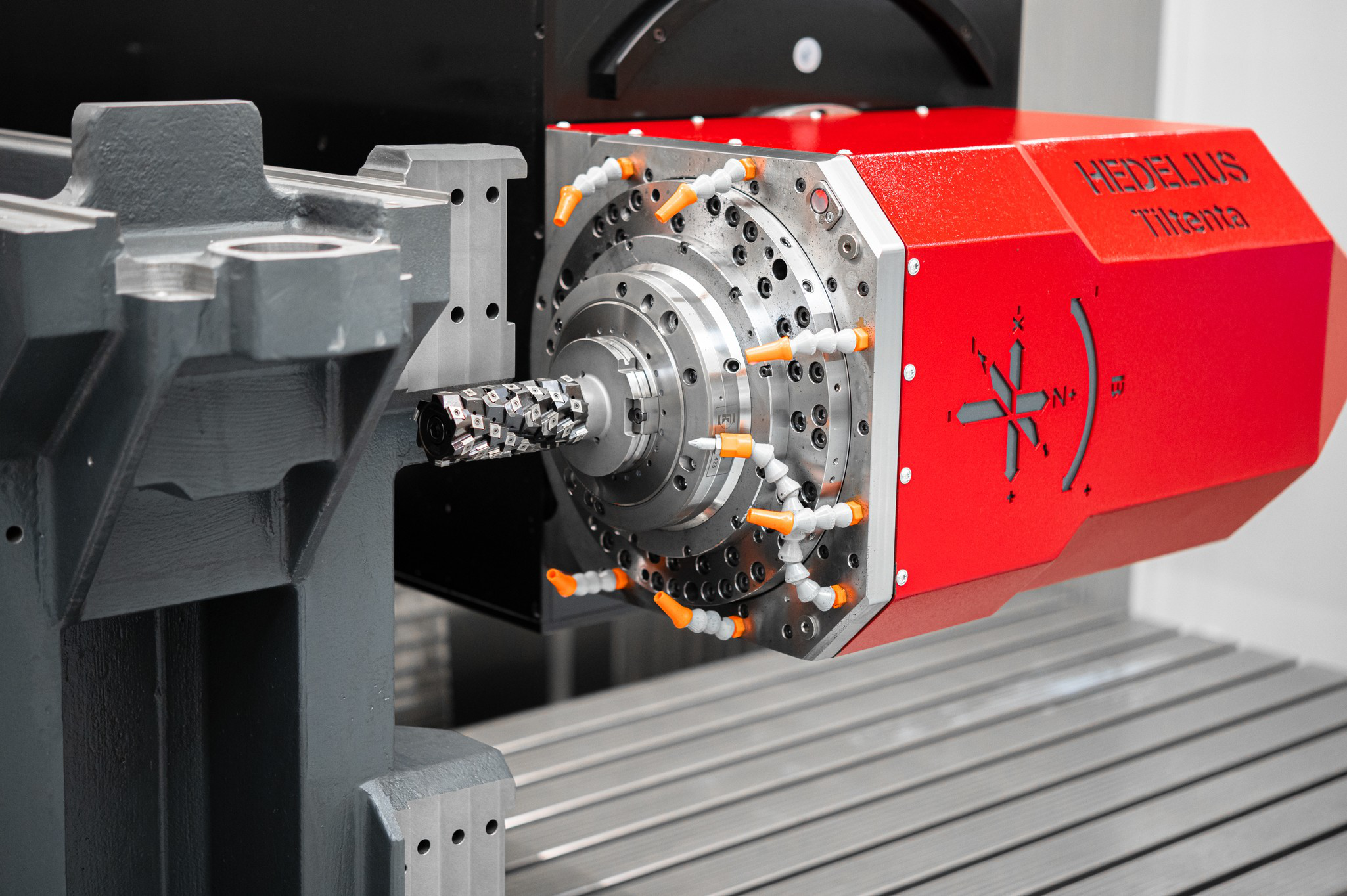
Technologischen Vorsprung sichern: Leistungs- und drehmomentstarke CELOX-Integral Motorspindeln mit Hybrid-Lagertechnik.
Erhöhung des Bedienkomforts und Entlastung der Maschinenbediener.

HEDELIUS bietet für alle Maschinen eine Lackierung der Arbeitsraumtüren nach Ihren Farbwünschen an.

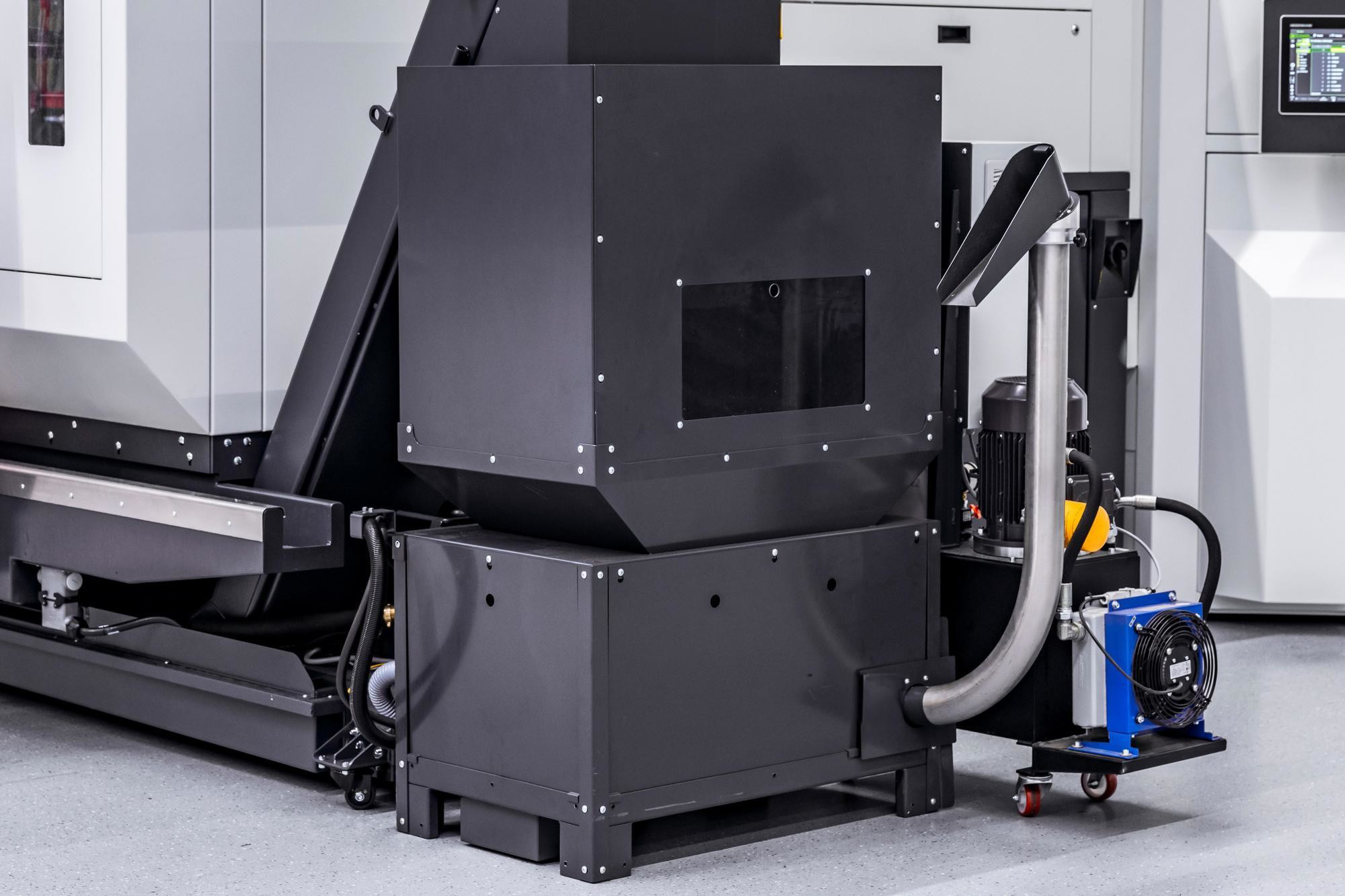
Eine Spänepresse trennt Späne von Kühlschmierstoffen und verdichtet sie zu sauberen, handlichen Briketts.
Bearbeitungszentren direkt vom Hersteller. Sehr kurze Lieferzeit!

Finden Sie das passende CNC-Bearbeitungszentrum.
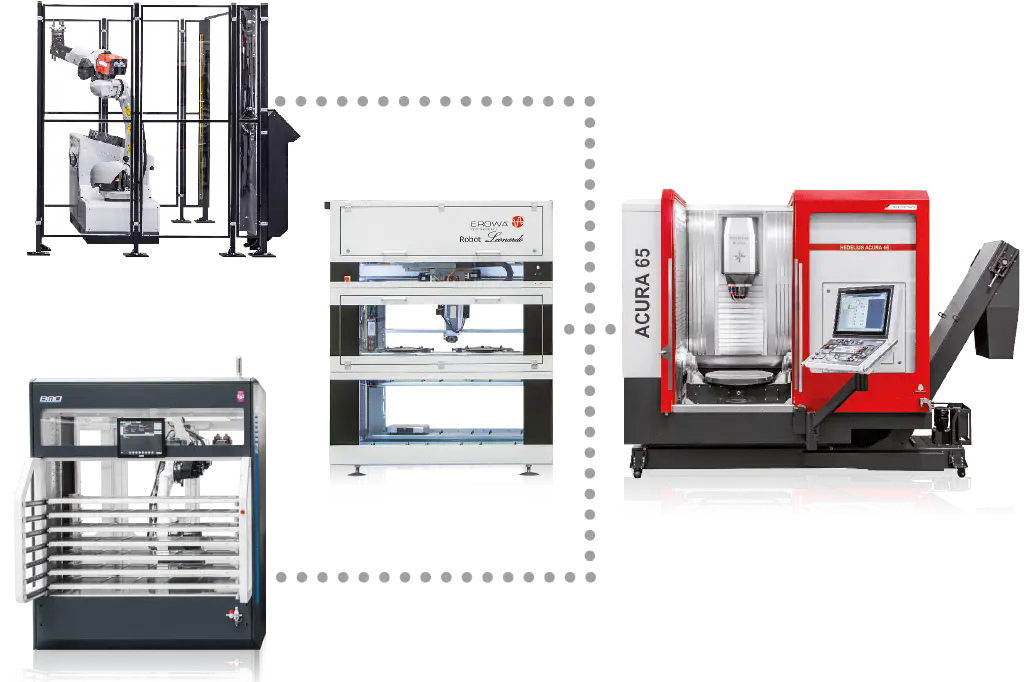
Automationslösungen und offene Schnittstellen für Drittanbieter zur Steigerung der Effizienz.
+ Automation von Bearbeitungszentren mit Dreh-Schwenktisch
+ Seitliche Beladung durch das Automationssystem
+ Arbeitsraum bleibt voll erhalten
+ Lösungen mit geringem Platzbedarf

+ Automation von Langbett-Fräsmaschinen mit Schwenkspindel
+ Frontale Beladung durch das Automationssystem
+ Arbeitsraum bleibt weiterhin erhalten
+ Lösung für 5-Achs- und Langteilbearbeitung

+ Automation von 3-Achs-Fräsmaschinen
+ Seitliche Beladung durch das Automationssystem
+ Arbeitsraum bleibt voll erhalten
+ Lösungen mit geringem Platzbedarf

Automationslösungen für Einzelteile als Wiederholteile oder kleine bis mittlere Serien mit Paletten.

Mit sechs bis zu 400 x 500 mm großen Paletten bei maximal 370 kg Transfergewicht ist der superkompakte Palettenspeicher MARATHON PL406 ein platzsparender Produktivitätsbooster für die ACURA Baureihe. Zur einfachen Bedienung verfügt das Automationssystem über Tasten zur Drehung des Palettenträgers und zur Quittierung von Rohteilen. Die Jobliste wird auf der Heidenhain-Steuerung im Batch Process Manager angelegt.

Mit bis zu 34 Paletten ist der Multi-Palettenspeicher MARATHON RZ430 ideal, wenn Einzelteile als Wiederholteile oder kleine bis mittlere Serien gefertigt werden müssen. Das Palettenhandling erfolgt durch einen 6-Achs YASKAWA Roboter mit einer Nutzlast von 88 oder optional 110 kg. Zwei herausziehbare Ein-/Auslagerstationen garantieren auch bei kurzen Programmlaufzeiten höchste Produktivität. Highlight ist die MultibatchOS Paletten- und Auftragsverwaltung mit einem 18,5“ Widescreen Touchdisplay. Das Automationssystem ist perfekt auf die 5-Achs-Bearbeitungszentren ACURA 50 und ACURA 65 abgestimmt.

Mit 22 Paletten ist der Multi-Palettenspeicher MARATHON SR422 ideal, wenn Einzelteile als Wiederholteile oder kleine bis mittlere Serien gefertigt werden müssen. Ein Highlight ist das durchgängige Bedienkonzept der ACURA 65 MARATHON mit Heidenhain TNC – an der Maschine, am Werkzeugterminal des Standby Magazins und am Terminal des Palettenspeichers. Das Automationssystem ist perfekt auf das 5-Achs-Bearbeitungszentrum ACURA 65 abgestimmt.
Mit 18 Paletten à 500 x 500 mm, 700 mm Störkreis und 470 kg Transfergewicht ist der Multipalettenspeicher MARATHON SR518 für das Handling großer, schwerer Einzelteile als Wiederholteile oder kleiner bis mittlerer Serien ausgelegt. Mit dem kraftvollen 5-Achs-Bearbeitungszentrum ACURA 85, der optionalen 50 kW Spindel und einem 344-fach STANDBY Werkzeugmagazin entsteht ein perfekt eingespieltes Team für höchste Produktivität. Von der um 360° drehbaren Ein-/Auslagerstation hat der Bediener jederzeit den Arbeitsraum der Maschine im Blick. Für die Prozesskontrolle und das Einfahren neuer Werkstücke bleibt der Arbeitsraum von vorne voll zugänglich.

Die TILTENTA Baureihe ist bekannt für ihre Flexibilität, Zuverlässigkeit und Zerspanleistung. Die neue TILTENTA 7-2000 NEO bietet großzügige Verfahrwege von 2000 mm in der X-Achse, 700 mm in der Y-Achse und 735 mm in der Z-Achse. Der Palettenspeicher verfügt über 15 Palettenplätze für Bauteile bis 700 mm Durchmesser und 500 mm Aufspannhöhe. Die Ein- und Auslagerstation ist auch hier drehbar, um z. B. Spanntürme oder Spannpyramiden ergonomisch zu bestücken. Für die volle Flexibilität belädt der MARATHON SR415 die TILTENTA 7 vollautomatisch von der linken Maschinenseite.

Der EROWA ERC 80 belädt das 5-Achsen-Bearbeitungszentrum ACURA 50 EL mit Paletten der Größe 320 x 320 mm. Der Multipalettenspeicher hat dabei eine Kapazität von 10 Paletten à 320 x 320 mm (optional 16 Paletten), bei einem Transfergewicht von 80 kg. Alternativ kann der Palettenspeicher auch kleinere Paletten handeln, z. B. bis zu 24 Paletten mit Ø 210 mm. Das Besondere an diesem Konzept ist der geringe Platzbedarf von ca. 4480 mm.

Genau so viel wie notwendig. Das ist das Konzept des EROWA Robot Dynamic 150L. Sie beschaffen nur so viel Automation wie zur Zeit sinnvoll. Ändern sich die Anforderungen an die Fertigungskapazität, lässt sich das Robot Dynamic System jederzeit und modular erweitern. Die schlanke Linearschiene wird mit Einzel-Segmenten auf die benötigte Länge ausgebaut. Die Magazin-Etagen werden spezifisch für die jeweilige Aufgabenstellung konfiguriert.

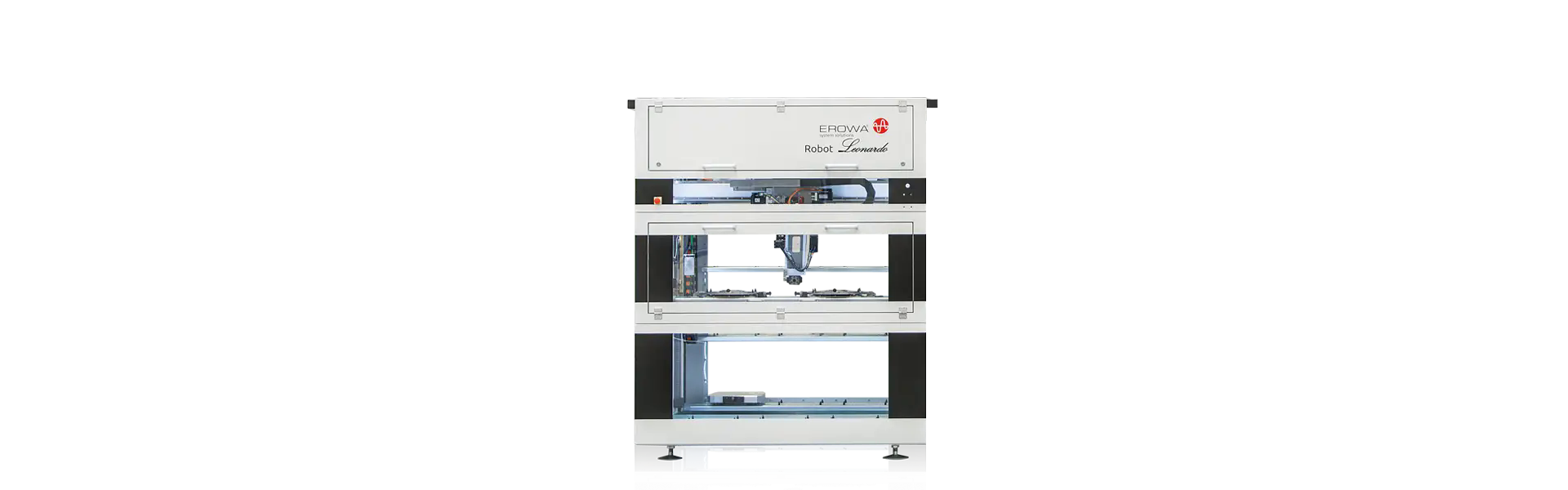
Der EROWA Leonardo ist ein Paletten-Handlinggerät mit Mehrebenen- Magazinen. Das Transfergewicht ist 80 kg (Option 120 kg). Die X-Achse weist einen langen Fahrweg auf und reicht damit auch in große Maschinen. Die wenigen notwendigen Befehle werden über ein Touchscreen Pad eingegeben. Die integrierte Steuerung verfügt über eine hohe Selbständigkeit. Paletten werden automatisch auf eine verfügbare Position abgelegt.

Mit der INDUMATIK Light 30 kann das Bearbeitungszentrum schnell und unkompliziert vom manuellen auf den automatisierten Betrieb umgestellt werden. Mit 50 Palettenplätzen für unterschiedliche Werkstücke, kann die ACURA auch in der mannlosen Schicht betrieben werden. Über die integrierte Ein- und Auslagerungsstation kann der Bediener jederzeit Fertigteile entnehmen und gleichzeitig mit neuen Teilen bestücken. Die optionale Leitsoftware InduCell prüft die NC-Programme und die Werkzeugtabelle, um eine durchgängige Zerspanung zu ermöglichen.

Mit der INDUMATIK Light 60 kann das Bearbeitungszentrum schnell und unkompliziert vom manuellen auf den automatisierten Betrieb umgestellt werden. Mit z. B. 24 Palettenplätzen für unterschiedliche Werkstücke, kann die HEDELIUS ACURA auch in der mannlosen Schicht problemlos betrieben werden. Über die integrierte ergonomische Ein- und Auslagerungsstation kann der Bediener jederzeit Fertigteile entnehmen und gleichzeitig mit neuen Teilen bestücken. Die optionale Leitsoftware InduCell prüft die NC-Programme und die Werkzeugtabelle, um eine durchgängige Zerspanung zu ermöglichen.

Mit der INDUMATIK Light 120 kann das Bearbeitungszentrum schnell und unkompliziert vom manuellen auf den automatisierten Betrieb umgestellt werden. Mit z. B. 30 Palettenplätzen für unterschiedliche Werkstücke, kann die HEDELIUS ACURA auch in der mannlosen Schicht betrieben werden. Über die integrierte Ein- und Auslagerungsstation kann der Bediener jederzeit Fertigteile entnehmen und gleichzeitig mit neuen Teilen bestücken. Die optionale Leitsoftware InduCell prüft die NC-Programme und die Werkzeugtabelle, um eine durchgängige Zerspanung zu ermöglichen.

Konzipiert als flexibles Fertigungssystem (abgekürzt FFS, auch FMS für Flexible Manufacturing System) erlaubt die Indumatik 150 sowohl die Automation eines Bearbeitungszentrums als auch die Automation eines Mehrmaschinensystems. Die Indumatik 150 verfügt dabei über ein flexibel erweiterbares Palettenlager sowie ein drehbares Handlingerät, verfahrbar auf einer Bodenschiene. Das Aufspannen der Werkstücke

Roboterzellen verwalten Werkstücke aus Rasterschubladen vollautomatisch für die Klein- und Mittelserienfertigung.

Der Iridium Hybrid von BMO vereint zwei Welten in der Automatisierung eines CNC-Bearbeitungszentrums: flexible Automation von kleinen Serien über Vorrichtungen mit Paletten und Serienproduktion von z. B. Sägeabschnitten durch direktes Einlegen von Werkstücken in die Maschine. Der Iridium besticht einerseits durch seine kompakten Abmessungen von nur 1.500 mm in der Breite und andererseits durch eine Kapazität von 20 Paletten mit einer Größe von 200 x 200 mm und einer Speicherschublade für 50 Werkstücke mit einer Abmessung bis 100 x 100 mm.

Die Roboterzelle Platinum ist zur Werkstückbeladung von bis zu zwei CNC-Maschinen geeignet. Die Werkstücke werden dabei aus Rasterschubladen durch einen 6-Achsroboter entnommen und in die Maschine eingelegt. Um sehr flexibel auch auf kleine Losgrößen reagieren zu können und die mannlose Laufzeit der Anlage zu erhöhen, verfügt die Platinum-Automationslösung zudem über acht Palettenplätze zum Vorhalten der Spannvorrichtungen. Das heißt, die Roboterautomation setzt zunächst die benötigte Spannvorrichtung automatisch in die Maschine ein und bestückt dann die Vorrichtung aus der Vorratsschublade mit den Rohteilen.

Das Modell Titanium verfügt über bis zu 100 Palettenspeicherplätze sowie zwei Palettenrüststationen, um kombiniert Werkstücke oder Paletten abzuarbeiten. Damit auch schwere Werkstücke auf Paletten abgearbeitet werden können, stehen Roboter mit 180 kg oder 225 kg zu Auswahl. Um das hohe Spänevolumen abzuführen, können die Maschine der ACURA-Baureihe mit speziellen Zubehör wie z. B. einer Arbeitsraumspülung und alternativen Späneförderern ausgerüstet werden.

Während bei den Roboterzellen der Platinum und Titanium Baureihe die Anzahl zu bearbeitenden Werkstücke durch die Anzahl der Schubladen limitiert ist, können die Roboterzellen der Infinity Baureihe eine nahezu unbegrenzte Anzahl an Werkstücken und Paletten aufnehmen. Ermöglicht wird dies durch flexibel einteilbare Regale und eine integrierte Höhenkontrolle zur optimalen Ausnutzung der Regalkapazität. Die Speicherung der Werkstücke erfolgt auf Raster-Trays. Um sehr flexibel auch auf kleine Losgrößen, schwere Teile oder komplexe Spannsituationen reagieren zu können, verfügt die Infinity Lösung über Palettenplätze zum Vorhalten unterschiedlichster Spannvorrichtungen. Als echte Multi-Batch Automation setzt der Roboter zunächst die benötigte Spannvorrichtung automatisch in die Maschine ein und bestückt dann die Vorrichtung aus den Trays mit den Rohteilen.


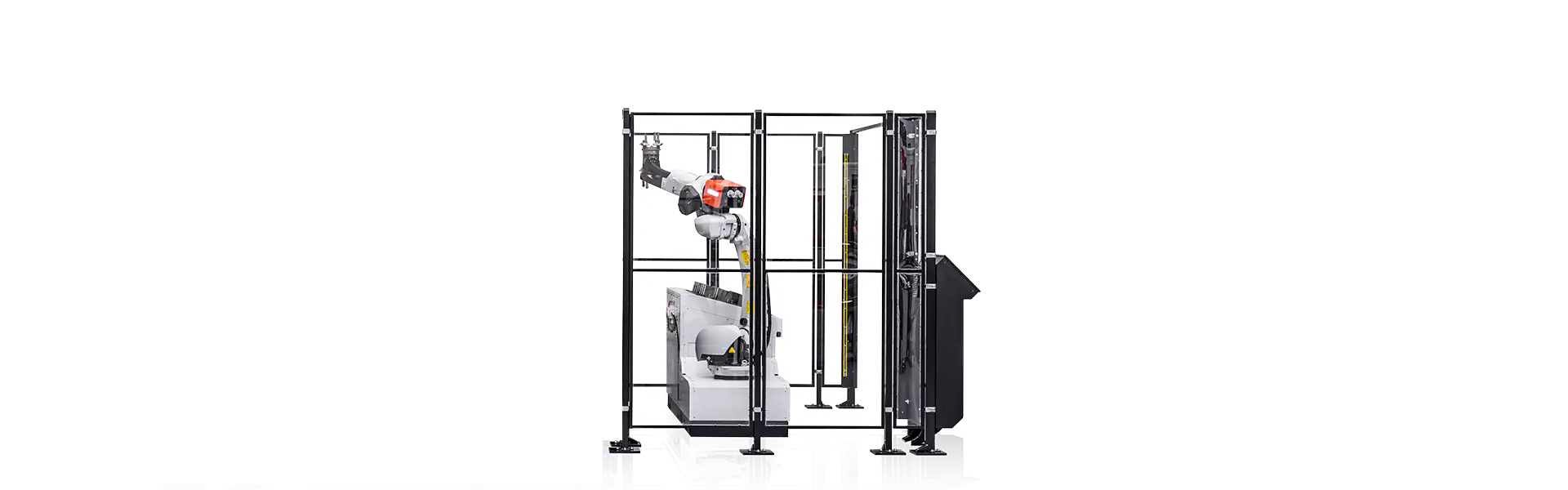
Diese einsteigerfreundliche Automatisierung wurde speziell für das Bestücken und Entladen von kleinen Serien und/oder kleinen Werkstücken entwickelt. Die Automation verfügt über einen 6-Achs-Roboter der die Werkstücke von einem festen Tisch nimmt in das 5-Achs-Bearbeitungszentrum der ACURA Baureihe einlegt. Je nach Platzverhältnissen kann die Anlage die Maschine frontal oder seitlich beladen.
Wenn hohe Flexibilität und Autonomie gefordert sind ist der ROBOJOB Tower einen Blick wert. Ein vertikales Liftsystem speichert auf bis zu 28 Ebenen nicht nur Werkstücke sondern auch Spannvorrichtungen und Paletten. Optional kann die Anlage für sehr schwere oder sehr große Werkstücke mit zusätzlichen Palettenregalen und einer Ein-/Auslagestation ausgerüstet werden.


Wenn hohe Flexibilität und Autonomie gefordert sind ist der ROBOJOB Tower einen Blick wert. Ein vertikales Liftsystem speichert auf bis zu 28 Ebenen nicht nur Werkstücke sondern auch Spannvorrichtungen und Paletten. Optional kann die Anlage für sehr schwere oder sehr große Werkstücke mit zusätzlichen Palettenregalen und einer Ein-/Auslagestation ausgerüstet werden.


Die Automationszelle RoboTrex besteht aus einem Fanuc 6-Achs-Roboter mit Traglasten bis 50 kg. Die Speicherung der Werkstücke erfolgt mithilfe von Schraubstöcken auf mobilen Automationswagen. Die patentierte, hochkantige Lagerung der Schraubstöcke sorgt für eine optimierte Ausnutzung der Stellfläche. Die Automationswagen erlauben ein Auf- und Abspannen von Werkstücken auch in großer räumlicher Entfernung von der Maschine. Während des Betriebs der Maschine kann ein Automationswagen entnommen oder getauscht werden. Die RoboTrex 96 Anlage verfügt zusätzlich über einen Greiferwechsel, um unterschiedliche Schaubstockgrößen abarbeiten zu können. In Verbindung mit der automatischen Erkennung der Automationswagen bietet die Anlage eine hohe Flexibilität und deckt eine große Teilevielfalt ab.

Automationslösungen die Werkstück- und Palettenhandling in einem System kombinieren

Spiegelbildliche Ausführung der ACURA 50 und ACURA 65 ermöglicht eine Verkettung mit Paletten- oder Werkstücksystemen.

Separate Werkzeugspeicher für bis zu 264 zusätzliche Werkzeuge reinigen, pflegen und reduzieren Wechselzeiten enorm.
Für die elektrische Anbindung an eine Automation stehen vorkonfigurierte Standard-Schnittstellen z. B. für EROWA, INDUNORM, ROBOJOB, BMO oder LANG zur Auswahl.
")
Mit über 3.000 installierten HEDELIUS Bearbeitungszentren sichern wir heute präzise und kraftvolle Zerspanung in verschiedensten Branchen.
Verschiedene konstruktive Highlights sorgen dafür, dass unsere Kunden nachhaltig ein Höchstmaß an Präzision und Effizienz in jedem Produktionsschritt erreichen können.

HEDELIUS digitalisiert den gesamten Fertigungsprozess – für mehr Transparenz, Effizienz und intelligente Vernetzung aller Produktionsdaten.

HEDELIUS digitalisiert den gesamten Fertigungsprozess – für mehr Transparenz, Effizienz und intelligente Vernetzung aller Produktionsdaten.
Der Digitale Zwilling bringt echte CNC-Technologie in die virtuelle Welt – als exakte Softwarekopie der realen Werkzeugmaschine.

Durch den Einsatz von rüstzeitoptimierter Technik, wie schnelle Werkzeugbereitstellung und innovative Spannmittel, können Unternehmen Ihre Spindellaufzeit nachhaltig maximieren.

Erhöhen Sie die Genauigkeit Iherer Fertigung mithilfe hochentwickelter Tastsysteme und Laser.
Durch den Einsatz einer Trennwand in Ihr Bearbeitungszentrum können aus einem Arbeitsraum zwei geschlossene, unabhängige Arbeitsräume für die Zerspanung im Pendelbetrieb hergestellt werden.
Der Maschinentisch wird mit einer standardisierten Schnittstelle versehen, die das Zentrieren und Ausrichten von Vorrichtungen auf wenige Sekunden reduziert.
Zur Erweiterung des Einsatzgebiets Ihrer TILTENTA über die 5-Seiten-Bearbeitung bis hin zu 5-Achsen-Simultanbearbeitung.
Aufsatz-Rundtische zur Achsenerweiterung und Vergrößerung des Leistungsspektrums Ihres CNC-Bearbeitungszentrums.
Ermöglichen eine Mehrseitenbearbeitung mit Mehrfachspannung und rationalisieren so die Serienproduktion.
Die Faktoren, welche einen maßgeblichen Einfluss auf die Genauigkeit unserer Präzisionsmaschinen haben.

Optimieren Sie Ihr HEDELIUS Bearbeitungszentrum mit einer Vielzahl an Optionen, die genau auf Ihre spezifischen Anforderungen und Produktionsaufgaben abgestimmt sind.

Modernste Steuerungstechnik von SIEMENS oder HEIDENHAIN garantiert höchsten Bedienkomfort und eine uneingeschränkte Funktionalität.
Die TNC7, verbindet hochwertige Hardware-Komponenten mit einem fortschrittlichen, individuell anpassbaren Nutzer-Interface und einem großzügigen Funktionspaket.

Mit SINUMERIK ONE setzen Sie neue Maßstäbe in Ihrer Fertigung, dank digitaler Zwillinge, erweiterter Diagnosefunktionen und hoher Flexibilität.

Die Implementierung von Hochdruck-Kühlmittelanlagen ist ein entscheidender Schritt zur signifikanten Steigerung der Leistungsfähigkeit Ihres CNC-Bearbeitungszentrums.
Steigern Sie die Effizienz Ihrer Fertigung mit unserer fortschrittlichen Reinigungstechnik für HEDELIUS Bearbeitungszentren.
Technologischen Vorsprung sichern: Leistungs- und drehmomentstarke CELOX-Integral Motorspindeln mit Hybrid-Lagertechnik.
Erhöhung des Bedienkomforts und Entlastung der Maschinenbediener.
HEDELIUS bietet für alle Maschinen eine Lackierung der Arbeitsraumtüren nach Ihren Farbwünschen an.
Eine Spänepresse trennt Späne von Kühlschmierstoffen und verdichtet sie zu sauberen, handlichen Briketts.
Entwickelt für besonders lange Werkzeuge und Werkzeuge mit großem Durchmesser, bietet es mit bis zu vier Plätzen ausreichend Raum für Ihre anspruchsvollsten Aufgaben.

+ Persönlich. Bundesweit vor Ort.
+ Intelligente Einsatzplanung.
+ Ausgezeichnete Ersatzteilverfügbarkeit.

Schnelle, fachgerechte Lösung im Servicefall.

+ Service-Anfragen
+ Wartungs-Anfragen
+ Ersatzteilanfragen

+ Umfassender Schutz
+ Individuelle Vertragsgestaltung
+ Schnelle Schadensregulierung

Aktuelle Informationen und Neuigkeiten rund um die HEDELIUS Maschinenfabrik. Ein kurzer Einblick in die Produktvielfalt der Bearbeitungszentren, Automationen und Veranstaltungen.

In unserem Downloadbereich stellen wir eine Vielzahl an kostenlosen Informationsmaterialien zur Verfügung.

Über 3000 namhafte Kunden aus ganz Europa vertrauen auf die Qualität und Zuverlässigkeit von HEDELIUS Maschinen.

Alle anstehenden Terminen für Workshops, Messeauftritte und weitere Veranstaltungen auf einen Blick.

Aktuelle Pressemeldungen und -informationen zum Download.
Wissenswertes zum Unternehmen, Neuheiten, Produktinformationen, Anwenderberichte

Seit 55 Jahren hat HEDELIUS nur ein Ziel: die Steigerung der Wirtschaftlichkeit in der Einzelteil- und Kleinserienfertigung des Maschinen-, Werkzeug- und Fahrzeugbaus.

Nutzen Sie die Möglichkeit, unsere Bearbeitungszentren und Automationslösungen live zu erleben und sich von deren Leistungsfähigkeit und Zuverlässigkeit zu überzeugen.

Tausende Unternehmen in Europa, darunter Hidden Champions, vertrauen auf unsere Lösungen. Vom Mittelstand bis zu globalen Konzernen begleiten wir Sie auf dem Weg zu nachhaltigem Erfolg.

Umfassende und praxisnahe Schulungen für CNC-Programmierer und -Bediener von der 3-Achs- bis zur 5-Achs-Bearbeitung.

Erleben Sie die neuesten Entwicklungen in der Zerspanungstechnik – entweder bequem online oder direkt bei uns in Meppen.
Bearbeitungszentren der Marke HEDELIUS sind in den verschiedensten Branchen im Einsatz.












Ressourcenschonung, Energieeffizienz und Zukunftssicherung: Unsere Bemühungen für einen positiven Beitrag zur Gestaltung einer nachhaltigen Zukunft.

Als Lieferant teilen Sie unsere Werte von Qualität und Zuverlässigkeit? Dann nehmen Sie gerne Kontakt zu uns auf.

Im Laufe der Jahre haben wir ein starkes Netzwerk aus mittlerweile 17 Handelspartnern in ganz Europa aufgebaut.


Wenn Sie unsere Faszination für Technik teilen und in einem Team mit Experten unterschiedlicher Fachrichtungen arbeiten möchten, sind Sie bei HEDELIUS genau richtig.

Alle aktuellen Stellenangebote auf einen Blick und die Möglichkeit zur Onlinebewerbung.
Eine Initiativbewerbung bietet die Möglichkeit, das eigene Potenzial zu präsentieren – auch ohne eine ausgeschriebene Stelle.

Ausbildung genießt bei HEDELIUS einen hohen Stellenwert. Dementsprechend hoch sind Qualität und Praxisbezug der Ausbildung.

HEDELIUS bietet die Chance, durch ein Praktikum im handwerklichen oder kaufmännischen Bereich, wertvolle Einblicke und Erfahrungen zu gewinnen.

Anwenderberichte & Videos zu CNC-Technik und Automation in Automotive, Medizintechnik, Maschinenbau & mehr entdecken Sie die HEDELIUS Mediathek.